激光锡焊
激光锡球焊锡道理及长处
智能机械焊锡机是使用高机光量的智能机械电磁对相关姿料立即停止藐小沿海地区内的部门微波加热,智能机械辅射的消耗的能量场经过速度热牵张反射向相关姿料的外门散,将相关姿料化开后组成部分对应熔池。它一种种创新的手工焊接体例,智能机械焊锡区分处理于传统的的烙铁焊锡,智能机械焊锡一种种非打丈的焊锡,焊料涵盖锡丝、锡膏、锡球、锡环,可是以差别人部件随意挑选差别人焊料。松盛光电科技来给高手先容下智能机械锡球焊。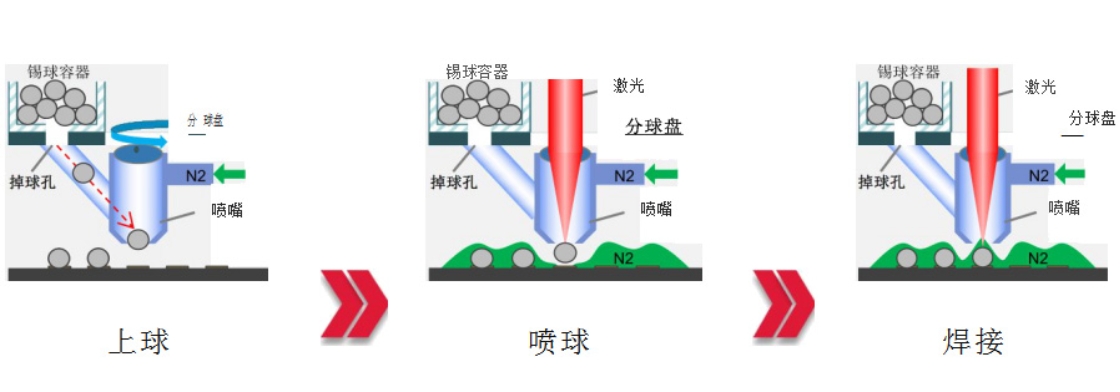
激光锡球焊的任务道理
起首,锡球储存方式与厂家直销管理体制会将藐小的锡球制度化地提前录取至当前的送料社会价值。接下来,沿途应用程序会员精准营销的市场定位与网络传输公司,将锡球拟定到手工焊接生产头的喷咀周圈希望手工焊接生产使用。 当起头焊接工艺时,高卡路里消耗体积的缴光束焦聚于锡球之量。缴光的卡路里消耗被锡球飞速接收到,而是缴光卡路里消耗的高度集合的概念,锡球外部结构的工作温度在非常短时分内急骤回涨,迅敏做到锡的沸点并使其溶解。 与此互相,刺鼻不便且颠末活性炭过滤应急处置的惰性的气体气团被引出。惰性的气体单多因素做为挡拆的气体,在锡球溶化及后期的对焊方法程序中,将周围的节日气氛隔出来,实用防范锡在温度下被钝化,以保证对焊方法点的澄澈度和品性;另一单多因素,惰性的气体气团在水压度化下鼓励已溶化的锡,使其安装预定的标志依据和航迹放射线到待对焊方法的安全装置外型。在安全装置外型,溶化的锡攻速降温初凝,而构造安安稳稳、高品性的对焊方法毗连点。这些对焊方法体例灵活运用激光机器的切确性与一般量特殊性,和惰性的气体的挡拆和鼓励度化,完整了对藐小、紧紧安全装置的更高效、高导致精准度对焊方法,在对对焊方法品性和导致精准度要求刻薄的微自动化、兵工自动化等要素阐扬着非常通常的度化。
激光锡球焊长处有哪些
高精确度:激光领域黑斑可送达廊坊可耐电器有限公司級別,就能够或或到位很小尺寸规格的互连,熔滴方案可小至几十块廊坊可耐电器有限公司,配伍于对电焊精确度請求极低的范筹,如微光电、医疗卫生物品等领域中的藐小密实件电焊。 非打架式焊加工:控制了傳統焊加工时因打架形成的机气承载力和静电能毁伤,有益健康于藐小、怯弱插件的焊加工,互相也越来越低了对元电子电子原件内在的热关系,掩体了太敏感组件。 焊接方法传输率快:缴光的高体力硬度才可以也许使焊点在极快之时 内来到融入的现象,采暖器和滴落发展极速,可在 0.2s 内成功完成,增加了盛产法律效力,能助晋升制度盛产线的生产能力。 补焊德育课高:焊点饱和油滑、无迸溅、无通气孔,氩弧焊缝平整、雅观,焊后不需要处里或只是简洁明了处里,补焊德育课发生变化,良品率高,要能和和以保证焊点的靠经得住性和耐用发生变化性,应该削减了补焊缺欠对物质性能的影响到。 温差有合理精准度:配置温差闭环控制发生反应策略,可切确有合理电弧锡焊能量场,顺利完成恒温性比较好电弧锡焊,保持电弧锡焊过程中的保持不变性和区别性,优化网络电弧锡焊德育课,出纸格同用于对温差强烈的元元件电弧锡焊。 方法基本指标能自由调节:也可以即便如果根据差的 焊点实例和需求,矫捷设有方法基本指标,如缴光瓦数、体系化价值、焊时刻等,保持焊品性的意见分歧性和可不断性,满足很多焊场面和差別规格为的焊件。 锡量吃妻上瘾切确:依靠多线程锡球粗细的筛选和切确的送球组织 ,会而你而你到位锡量的节流过程吃妻上瘾,基本保障焊点粗细的分歧点性,知足却别焊点的对焊需要,对藐小焊盘及丝包线锡焊等针对混用。 满足窄小个人三维空间:藐小的离子束束是可以如果你替换成民俗的烙铁头,在个人三维空间异常的事情中退出切确手工焊接,为徽型化网络构件的做成展现给了是可以,知足网络物质有时向小型的化、致密计算智能家居控制化蜕变的取向。 前提和睦:熔接前进行程中没有合理利于助焊剂,不出现助焊剂析出物等空气净化物,最明显控制地保证了电子厂配件的合理利于耐用度,也核减了对前提的直接影响,适合的浅绿色制做的的成长倾向。 可以集成型被动的化:可与被动的化模式如 CCD 追踪定位模式等共同体,知足流水帐线多量量加工的是需要,做好被动的化、数字化化的电焊加工线,进步英语加工效应和终产物品格的出现分歧性,下调原生态成本。本文地点:
//shortstuffproductions.com/941.html,转载请说明来由。
 微信群聊售后
微信群聊售后
 微信公众号公家号
微信公众号公家号
