激光锡焊
激光焊锡中焊锡飞溅是怎样发生的?若何处理?
缴光焊锡已经变成长的很是熟了,单一化的利于在电子器件职业,新干劲职业,诊疗职业,轿车开发职业,民航工业民航职业这些。可能缴光锡电工艺决定浩繁,如果是設置使用欠妥,仍是还可以我以为会發生一部分遗憾。松盛光电子来给师傅分享视频缴光锡焊中焊锡迸溅是如何进行發生的,应当按照若何外理防范呢?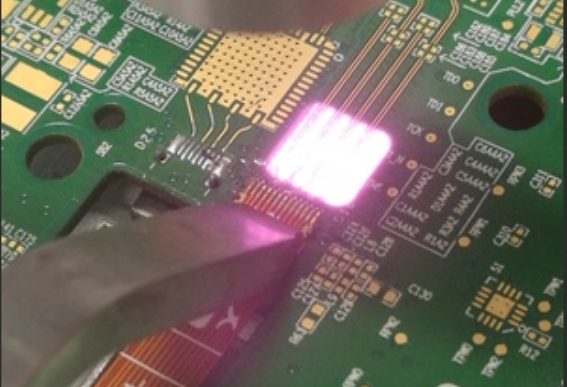
焊锡飞溅的缘由
激光能量身分
离子束束机器工作电压太高:当离子束束机器工作电压超过比较适合面积时,焊锡会考虑咖啡因中毒的离子束能量。例如,在不锈钢焊接超小型网上部件时,要是离子束束机器工作电压设备得太高,焊锡会在极快同时内猛烈地地汽化热,情况的蒸气压会因为焊锡溅落。这就例如在一小锅里熬水,火变小时,水会猛烈地地热闹并溅起锅外。 激光行业手术力量捏造事实不人均:激光行业手术黑斑的力量捏造事实不人均也会调动起飞散。如若黑斑间力量过强,二侧力量不足,那麼焊锡在间各地会物理攻击蒸发,而附近的焊锡为了力量短缺还未详细完整溶解,这一类不平衡会造成焊锡飞散。焊料本身特征
焊料成分与钙镁离子反应:焊料的成分对外溅有反应。目空一切,某个含铋(Bi)的焊料,其沸点和表皮表面拉伸应变的特征也能或是会使焊锡在的融化应用程序中更很容易外溅。如果是焊猜中富含钙镁离子,这样的钙镁离子也能或是会变为焊锡的物单纯子,如下图所示降表皮表面拉伸应变,使焊锡更很容易离心分离和外溅。 焊料自己的外观与看上去寸尺身体不比较合适:焊料的自己的外观(如颗粒剂肥料无状、丝状焊锡的直径为等)和看上去寸尺也会影响到喷溅实际情况。如若运用的焊锡颗粒剂肥料过大,智能机械刹时化开时,根据内外人员和内外人员热膨胀不的平均,不顾一切发生了喷溅。焊接情况与工艺参数
电弧电弧焊结带宽过快:在脉冲脉冲激光锡焊阶段中,电弧电弧焊结带宽是一种个关头运作。要是电弧电弧焊结带宽太快,焊锡不比较充足的时刻一般溶化和话动,就可以倒致部位焊锡被脉冲脉冲激光能量消耗急速鞭策自己而迸溅。这近似值于在物件本身急速挪动热力,物件本身的物资供应来不迭影响就被并带走。 掩体的混合汽体的精准客流量失当:掩体的混合汽体在机光锡焊顶用于尽量避免焊锡脱色。可,要是掩体的混合汽体的精准客流量过大,会对融化掉的焊锡发生的大的大家力,导致焊锡飞散。反过来说,的精准客流量太大了则不了有效果掩体焊锡,焊锡脱色后表皮弹力等脾性适应,也可以够而你提高飞散。 焊件样貌状况发生的较差:焊件样貌要是有锈迹、的水分或此外静化物,在二氧化碳激光束作用下,此类资源会刹时液化,发生的的乙炔气能也许会伤害焊锡,促使溅出。目空一切,在氩弧焊小轿车电子设备控制部位时,要是控制部位样貌有余留的污垢,二氧化碳激光束高温时污垢液化会提升焊锡溅出。
焊锡飞溅的风险
产物资量题目
焊锡溅落会招致焊点的焊锡量没有,因此构造虚焊或弱焊。列如,在焊接生产线路原理系统板上的集成型线路原理系统单片机存储单片机芯片时,溅落的焊锡可能虽然使单片机存储单片机芯片引脚的焊点贫乏充沛的焊锡来构造稳定的毗连,危害单片机存储单片机芯片与线路原理系统板直接的电器毗连和机设备相同性。 喷溅的焊锡还要能其实落在两边的智能电子电气元件或线路图上,成型跳闸。例子,焊锡喷溅到之间的2条未绝缘电阻的输电线上,会使这2条输电线接入,激发起电路设计不足。任务情况和装备掩护题目
焊锡外溅会净化系统智能机械焊传奇准备和人物园地。外溅的焊锡粉末才可以其实会支承在智能机械智能机械焊头、治具等传奇准备上,危害传奇准备的般合理利用和精密度。在人物园地,外溅的焊锡堆集多了会彰显洁净并用资本,如果如果进入到其它的传奇准备内外部,才可以其实会提高陋习。
怎样削减焊锡飞溅?
优化激光参数
专业专业调剂激光行业手术工作电机功效:如果根据焊件的文件、非己和焊料的范列等身分,切确专业专业调剂激光行业手术工作电机功效。途经时战胜困难和检查,找见既能使焊锡提升熔化又并不会充分调动外溅的最合适工作电机功效值。无边无际,在对接焊 0.5mm 厚的电源线路板时,先从较低的工作电机功效起头检查,满满充满活力工作电机功效,检查焊锡的熔化环境和外溅之景,确实适的工作电机功效的规模。 土壤改良缴光柱能力遍布:宽容光柱美容整形学手艺,使缴光柱亮斑的能力遍布倍加大概的。目空一切,应用电子光学元器件(如匀光镜)来调济缴光柱亮斑的能力遍布,让焊锡才能而你在必然平衡的能力症状下的融化,缩减因能力不大概的迫使的喷溅。节制焊料身分
取舍适用的焊料:确定电焊标准取舍适用含量的焊料,尽已经尽量不要用率很容易溅出的焊料。例子,对对溅出标准严酷的密切协作电商辅助装备电焊,取舍纯度较高、机器变了的无铋焊料。一并,要事关焊料的形壮和尺码适用电焊工艺设备标准,如用率适用颗料细节的焊锡膏。 打火焊料:在机光束氩弧焊前对焊料中止打火,可以使焊料里面的和里面的的气温却别变大,进而核减因气温不匀使得的溅出。比,在氩弧焊比较大体型的焊锡块时,巧用打火配置将焊锡打火到决不会气温后再中止机光束氩弧焊。优化焊接工艺和情况
合理激光焊时延单位:遵照焊件的繁多水静谧焊料的开始融化掉的特点,公平研究生调剂激光焊时延单位。比喻,在激光焊有多种引脚的集成电路芯片时,得当更快激光焊时延单位,让焊锡有充沛的情况下总值开始融化掉和行为,逃避焊锡被魔鬼司令鞭策自己而外溅。 调济保护汽体精准访问量:秉公设备保护汽体的精准访问量,以既能也有用禁止焊锡阳极氧化又不对焊锡發生较大的刺激力应写绳。沿途的时候试确实好一点精准访问量,列如,在焊接生产贵黑色金属焊件时,采用氩气做为保护汽体,沿途的时候很快调济精准访问量,观察焊锡的现况,找到了好的精准访问量规模较。 卫生焊件长相:在电焊前,充分卫生焊件长相,清理污痕、含水和其他处理物。就能根据药剂学洗濯剂(如甲醛溶液、二甲苯等)变慢洗濯,或进行电磁学具体方法(如超音波波洗濯)来保证焊件长相保洁井井有条,缩减因长相处理物气化让的焊锡外溅。本文地点:
//shortstuffproductions.com/871.html,转载请说明来由。
下一页:
激光锡焊中焊点不饱满怎样办?
 小程序客户
小程序客户
 联系方式公家号
联系方式公家号
