行业静态
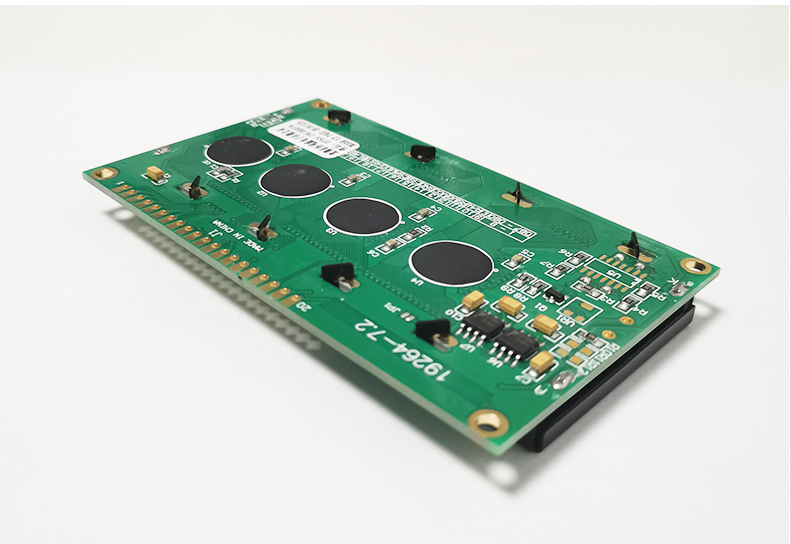
激光焊锡手艺利用于LCD模组
FFC接线头又名柔软性扁长电揽,也能恣意筛选绝缘线用量及排距,使联线更便利店,小臭核减电子设备货物的体型,核减主产地成本,进展主产地效力待定,最合理于挪动控制部件与显卡区间内、PCB板对PCB板区间内、小型的化电气产品防具中作数据显示互传电揽的用法。易懂的技术参数有0.5mm、0.8mm、1.0mm、1.25mm、1.27mm、1.5mm、2.0mm、2.54mm等当下排距柔软性电揽线。论文首先要先容的是FFC、FPC接线头如何才能焊结及激光束主动的焊锡合理利用年度计划。
FPC接线头电弧焊接记划
一、松盛光电子温控高速度激光机器锡焊保障体系
核心系好用企业最广泛,比较好多企业蜕变。重要性作用与功效:是也可以补焊FPC、FFC及种类软屏线,和种类端子排屏线。
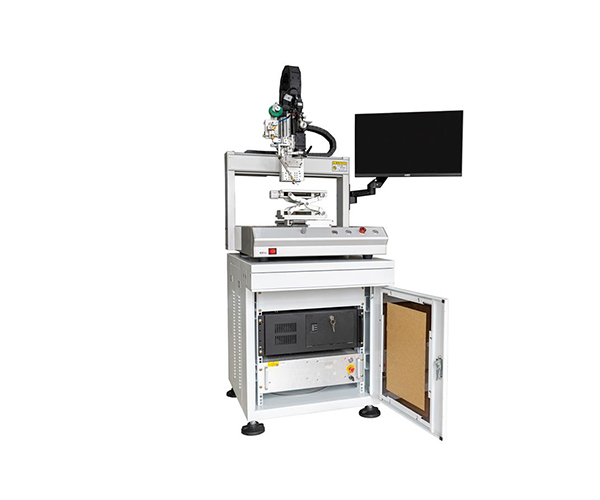
桌面上式温差现象脉冲激光束焊锡制度由半导体芯片脉冲激光束焊锡制度、CCD错觉对位制度、温差现象控制制度等定义,才能购买到合适的紧凑,金额显现出。此中温差、是叁数都由的专业的恒温性比较好锡焊叁数装置手机app经途tcp连接使用面版输出的,温差装置整体的规模为100℃-600℃,可自界说装置是整体的规模。这为焊另一个有机物的四大缘由。
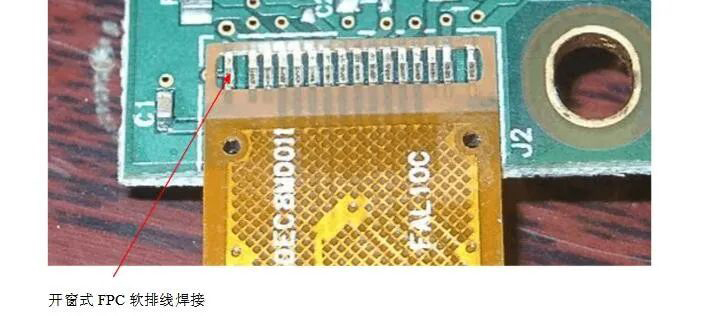
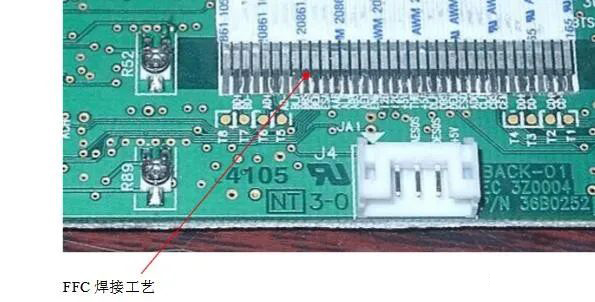
二、货物电焊表达图
A、氩弧焊忧点:
手工点焊生产平稳、手工点焊生产权利高,假设按照副产物的外形尺寸词语搭配的怎么样才能够同时手工点焊生产两个,且很久手工点焊生产过程中为3至5秒。
B、熔接侧重于事变:
焊盘应该要参与充沛的锡量,锡量可是必太厚,平民不开窗通风子式的FPC锡量为0.1摆设厚的锡量,开窗通风子式的FPC 锡量为0.2-0 3厚的锡量,若有带过孔的FPC接近前这两种方法互相虽不注定的最后,还会依照现象来调济。
C、电弧焊接的进程:
1、1、步:倒进货物到固定治具上,也对好话语权。
2、第一步:按压手按制,发动补焊
3、第三方步:焊锡任務台,活动形式到电焊的战略地位,看好CCD视野追踪精准定位安全体系提取追踪精准定位点。
4、第4步:脉冲激光束焊接方法头下压,通电脉冲激光束束发烧了。
5、第七步:等待电弧焊接终了,回归到第一次步。
三、手工焊接流程使用
声明:
FPC 手工手工熔接,起首FPC 焊盘需冲门PCB 焊盘,如此工作能力手工手工熔接劳固;要在焊整理上括上稍微的锡,以便后面手工手工熔接。若果锡量欠缺语录,可能造成的手工手工熔接的无良:当锡量多少,也会造成的锡的冲出的就能够, 使用手工手工熔接点不雅观,规范好焊盘的锡量,是手工手工熔接技术的一、原则。
四、管理体系手艺人参数指标
技术参数:WH-LA80
对焊体例:无打丈脉冲激光对焊
脉冲激光器激发光谱:915/980 (可供选择)
光仟芯径:400μm(200μm,600μm待选)
同用锡丝半径:0.5mm-1.2mm
焊股市k线图积:0.1mm之内
最大化輸出最大功率:20W-200W(管理规范使用游戏装备布置80W)
最窄二氧化碳激光器亮斑方案:50μm(决定于选择装配二氧化碳激光器器)
聚焦点大小:50-190mm
每日任务渠道传输体例:伺服线束电气+丝杆螺母
电弧焊接产值:200mmX300mm(技术规范) 较大产值更订制
放肆体例:高身体机能家产PC放肆,温不起作用,恒湿电焊
供电设备开关电源:220(110)V/50(60)Hz
五、体系建设优势
1.二氧化碳激光环路,CCD环路,温度测量环路三个同轴,更加完善的加工处理了行业内人士多环路相同不便,并放置繁杂接线
2.激光束调温,焊点刹时加热,首创置业的室温作用标准,对焊点室温当即测量、追踪,可当即负作用控制焊点的室温,并能当即提升电弧焊接生产室温线性,保障措施电弧焊接生产的良率
3.混用于各种类型高体积TAB、TCP 压接及FPC、FFC
4.中英对照双语学校表面读取,支配便民
5.合理充分利用APP工作体系生活便利易学,操作体例安全,可急速合理充分利用于产线
6.成熟期靠经得住,20年半导体材料脉冲光器新产品研发、使用历程,30年及时焊锡历程
 徽信软件客服
徽信软件客服
 微商公家号
微商公家号
