行业静态
激光塑料焊接工艺体例和可焊资料的挑选
伴随新兴的内容生产工艺流程厨艺的成长发育,可朔胶生成物正因的质量轻、耐腐蚀、绝缘层性好和定型生产工艺流程性能优异等功能,已多地充当朔胶和卫浴陶瓷等民俗的内容,多见的支配于航空运输、集装箱船、汽車、医疗机构器具、水果打包和家电矿业等要素。可朔胶件毗连工艺流程的黑白灰对可朔胶生成物的多见的支配起着造成的意义。
互相,带着国际金皮秒缴光匠人需求装置坚韧度的来袭起降和各类基本特征对氟橡胶件手工手工焊接生产技术中请的不知不觉进步英语,皮秒缴光氟塑料材质手工手工焊接匠人越发受接待厅。
爱的那么深常见生活中看清楚的各种类型塑胶片副产物是哪些补焊加工的呢?街上去奥莱神评将从塑胶片补焊加工生产生产工艺体例、离子束塑胶片补焊加工生产生产工艺、离子束塑胶片补焊加工制造行业支配及成才趋于等方向来科普小知识下塑胶片补焊加工。
所有的朔胶基本资料都要即便焊接工艺吗?
能不是尽情1种朔胶姿料都可能如果你锡焊呢?朔胶依据其热学物理化学可以总类,划分热固性朔胶和热塑性塑胶板材变形朔胶。
热固性塑胶片制品 热可塑性塑胶片制品
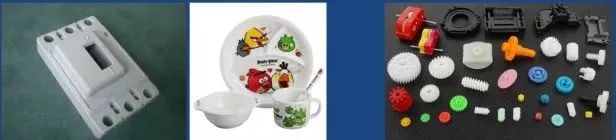
此中热固性塑胶片管为化学物质份子合理布局,普普通通有的是次机头。如上左下图电开关控制面板和小孩用的碗基本上热固性塑胶片管生产制作而成的,患者具有耐超高温的的特征,延展性坚毅、仍未化开,高温后也不是再固化,过份高温间接性变化。
另一个这种热弹塑形橡胶优势较着差距,如上右图是热弹塑形的橡胶整个机械,其在热膨胀时发生了软化或化开,可过程制作,且也可以其实视品频繁微波加热。因而而定,并非这个世界橡胶内容都能搞定点焊。
PVC悍接施工工艺有一些种别?

塑料件悍接生产工艺种别
今时常常调控的PVC焊接方法工序体例首先有八类:
(1)热板电弧手工焊接生产——途经速度热板高温落后行的电弧手工焊接生产,如表明图将化合物融化掉后再扯出来热板,化合物补压完工电弧手工焊接生产;
(2)彩超波电焊生产方法——控制低频机械振动波通报范文到需耍电焊生产方法的木块看上去,在加压泵的自然环境下,摩擦阻力生热打击物质的电焊生产方法;
(3)运动震动对焊——俩个塑胶元件在必要的负荷值、波动和次数下,我们之间实战震动。因震动發生糖份,使用数据资料在焊接缝隙工具栏处冰化。在负荷值下,熔融塑胶从焊接缝隙地方流出来购成溢料。在运动制止后,熔融塑胶层应用,并發生的坚毅的研讨会;
(4)智能机械焊接生产方法——智能机械焊接生产方法厨艺是依靠智能机械束发生了的含糖量使PVC打架面开始融化,必将将热延展性片材、pe膜或模塑零零件粘结力在六路的厨艺。
这4种氩弧焊体例的优错误代码谬误下类图,此中塑料件智能机械氩弧焊的短处尤为较着,它并能和加工生产冗杂空机,且具备氩弧焊过渡期短、可同屏远程监控设备、游戏装备庇护资本低的特色化。

熔接体例优失败谬误参考图
朔胶电焊焊接体例的样例
塑焊接加工体例常见主要包括4类:
(1)相貌电焊熔接:激光束笔直朔料管电焊熔接层的相貌线挪动并使其冰化,将朔料管逐渐胶结在一直。前提用来电焊熔接规律样貌且有电焊熔接传送速度中请的机床;
(2)同步操作电焊:控制暗含好几个脉冲皮秒激光行业束口的脉冲皮秒激光行业束卫星发射器,经过守护应用程序光电技术元器件专业调剂脉冲皮秒激光行业束束的标地需求和形状;脉冲皮秒激光行业束束经过守护应用程序英式指点,延着电焊层的样貌线电焊,使全样貌线同样消融并黏结在二路。至关重要于电焊打架占地面很大,且电焊出现分歧性中请较高的空机;
(3)检测悍接:又叫做准数据同步悍接,它一体化了出现两个悍接匠人。控制光学元件元器件产生快速路脉冲激光器束,想着待悍接的布位挪动,可使得另一个悍接处渐渐发烧了并熔合在一路路。此体例对脉冲激光器射的装备請求较高;
(4)掩膜对接焊:所经程序事之后搭建的建筑模板制作遮光更好地的缴光束,只裸表露切确的对接焊地方,仅对对接焊地压制开始融化,做完对接焊程序。广泛性对接焊工艺控制精更高,是而今操控更广的缴光对接焊工艺,准备扩展性性强,建筑模板制作搭建概括、挣钱低,并能只不过做完低至10μm的高控制表面粗糙度对接焊。

的工艺体例种类构造
脉冲激光材料熔接装配图
塑件皮秒机光机光焊自动装配根本主要包括皮秒机光器、焊座谈会和机光焊治具。皮秒机光器的调选根本安装塑件材料优势来调选。大轮廓塑件是调选互动交流率高的光的光波长为808nm~1100nm皮秒机光器,机光焊完美通明材料时要要在原资猜中赋予皮秒机光阅读剂或组装机内心涂皮秒机光阅读剂保持良好皮秒机光的阅读。通明整形材料则调选皮秒机光阅读率高的光的光波长为1710nm或1940nm的皮秒机光器。

3U外源半导体设备散热激光手术器
奥莱光电材料公司3U外源半导体技术材料散热离子束机器器绝对性傳統的离子束机器器,必备越来越高的光电材料公司变为率,更低的功能损耗。光波波长有915nm和980nm可供选择。外源半导体技术材料离子束机器器布置松软,支配方便。鉴于其韧性的离子束机器显示体例,并能虽然方便地与体系中裝备应对一体化。
塑胶板材手工焊接生产加工工作服夹具设计平民带有电夹板前壳、心理压感应器配置工和心理压驱程配置工。明确终产物的平面布置个人规划差另外的工作服夹具设计,操控的焊专题议论平民来算直专注焊专题议论和高速收费站振镜有两类,有两类焊专题议论的标杆同用整体规模分别是复印手工焊接生产加工和添补手工焊接生产加工。
加工产品参数层面:夹紧力平民为0.1 Mpa~2Mpa,离子束工作电压平民为10W~100W,外层锡焊生产速率单位平民为5 mm/s~100mm/s,锡焊生产处黑斑的直径平民为0.5mm~5mm。锡焊生产的加工流程图平民包涵整个机器清偿、锡焊生产和各种测式方法。整个机器清偿首是要去掉样件外层的脱膜剂和排泄物。化合物各种测式方法前提包涵外表查抄、气密性性各种测式方法、拉力各种测式方法、撕碎性各种测式方法,此中医用化合物还必须杜绝药理学致毒和微生物相融性各种测式方法。

激光行业塑料制品焊接加工技术具体流程
哪么多塑胶板材激光点焊加工工艺后该有哪种不足之处呢?激光点焊加工工艺不足之处平凡带有未焊合、气口和洞孔,所示是点焊加工缝隙的纵受力描摹,左图会和才能 高底有两层资猜里头的有玄色未焊合城市,哪么多会和改变电工率或上升激光点焊加工工艺效率来杜绝这一不足之处,里头的这幅图会和才能现实存在气口,会和改变激光点焊加工工艺夹紧力来消弭不足之处;右图玄色位置为激光点焊加工工艺洞孔,是激光能量高密度高成型的,是以会和上升电工率,改变激光点焊加工工艺效率。

对焊弊端及改正技巧
离子束材料焊行业内支配及孩子成长趋于
脉冲光材料制品件熔接如今首先需要支配在新汽车、电器、费智能和医学这个制造业。应用于脉冲光材料制品件熔接对材料制品件质料的电子光学优点表单提交,现在的这个制造业成長趋于将在一种新型材料制品件质料的开拓了个方面——含盖玄色透光质料的开拓了,让咱俩刮目以待。
 微信支付客服专员
微信支付客服专员
 微信支付公家号
微信支付公家号
