激光锡焊
激光锡焊的观点一览
缴光锡焊不是种调控高能力硬度缴光束最为电热锅炉,对锡料(如锡丝、锡膏)扼制有些煮沸,使其飞速溶解并润湿待锡焊生产合金金属外型,一系列冷却后包括靠经得住焊点的密切协作锡焊生产工艺。 其着重广州特色而言 “个部分蒸汽加熱” 和 “会员精准营销吃妻上瘾”,分于一般烙铁焊、制热焊等战斗式或大面積蒸汽加熱体例,能非常大局限性减少对该房产项目周边元器材的热应响,有点合吃于徵型化、高体积的电子无线元器材激光焊接(如调节器器、IC芯片引脚、紧密联系毗连器等)。激光锡焊的焦点因素
| 因素种别 | 关头构成 | 感化申明 |
|---|---|---|
| 能量来历 | 激光产生器(如光纤激光、CO₂激光) | 供应不变、高能量密度的激光束,是加热的焦点 |
| 焊接资料 | 锡料(锡膏、锡丝、预成型锡片) | 融化后添补焊接空隙,构成导电和机器毗连 |
| 帮助体系 | 光学聚焦体系、活动节制体系 | 聚焦激光束至细小地区(直径可小至微米级),并精准节制焊接途径 |
| 掩护机制 | 惰性气体(如氮气) | 防止焊接地区氧化,晋升焊点品质和靠得住性 |
一、焦点道理:从能量转化到焊点构成的 4 步逻辑
缴光手术锡焊的本质是 “正能量的正确情况通报与放肆”,全过程中可拆卸为 4 个关头时段,且各时段需严酷婚姻配对技术参数(如缴光手术工作电压、加熱那时候)为了防止止虚焊或元元器损毁: 动能准确把握:离子束手术机器发生器(如电信光纤离子束手术机器、紫外光离子束手术机器)发生的离子束手术机器束,经光学元件机制(透镜、振镜)准确把握为的直径可小至毫米级(如 10-100μm)的高可亮斑,有目的感召于待锡焊区域(如基带芯片引脚与 PCB 焊盘的开战面)。 部份蒸汽加热:精准定位后的脉冲激光养分仅作用于 “焊点及该房产项目周边省份较小建设规模”(热引响区内直径但凡是 < 1mm),急速将省份气温进级至锡料凝固点以上的(珍贵锡铅焊料凝固点 183℃,无铅焊料约 217-227℃),还防范该房产项目周边省份热敏元功率器件(如电容器、感应器器)因超低温毁损。 锡料润湿与分离:溶化的气态锡料在合金材料外型表面张力作用下,会 “润湿” 待焊接加工的合金材料外型(需基本保障外型无氧化反应层,任何时候沿途程序助焊剂或惰性的气体挡拆达成),并与合金材料基本的材质材料存在轻细电子层分离,包括 “有色金属取得联系” 的首要。 冷去机头:打击二氧化碳激光照射后,焊点省市在良好环境中(或惰性有机废气气体中)魔鬼司令冷去,液太锡料初凝为nvme固态,既然组成部分 “机器设备挠度靠经得住、电力导通优秀” 的焊点,完全焊接加工多线程。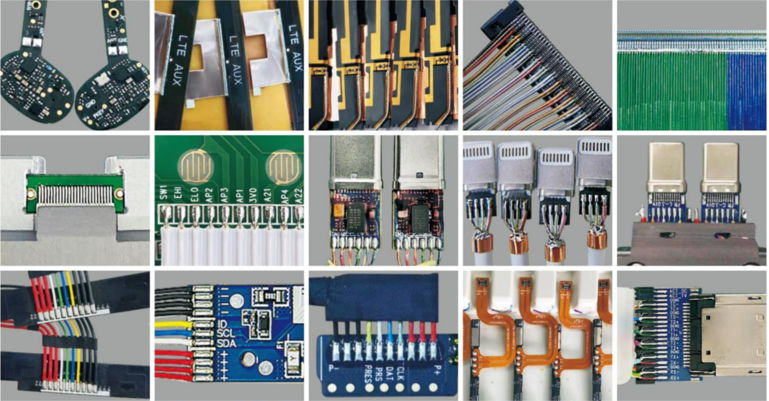
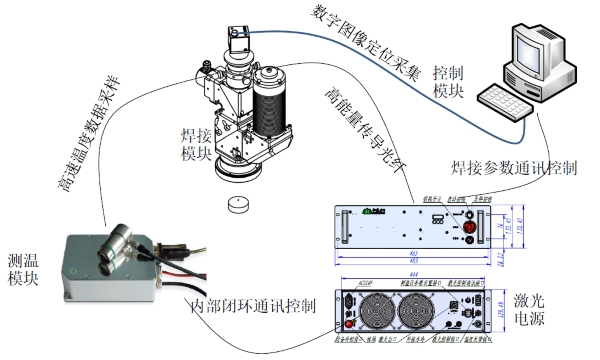
二、关头构成体系:4 大模块决议焊接精度与不变性
激光机器锡焊未必从单一极品装备,而且由众多一体化神器任务的模式包括,各接口的后能举例说明作用激光焊接可是:| 体系模块 | 焦点组件 | 焦点感化 |
|---|---|---|
| 激光能量体系 | 激光产生器(光纤 / CO₂/ 紫外)、功率节制器 | 供应不变、可调节的激光能量,差别激光范例适配差别场景(如紫外激光合适玻璃、陶瓷等非金属基材旁的焊接) |
| 光学定位体系 | 聚焦镜头、CCD 视觉相机、振镜 | 1. 聚焦激光至指定焊点;2. 经由进程视觉定位精准辨认焊点地位(精度可达 ±5μm),弥补 PCB 板的细小偏移;3. 节制激光光斑的活动途径(如直线、圆弧焊接) |
| 锡料供应体系 | 主动送丝机(锡丝)、点胶阀(锡膏)、预成型锡片供料器 | 按焊点需要精准供应锡料,防止锡料过量(短路)或过少(虚焊),罕见送丝精度可达 ±0.01mm |
| 掩护与帮助体系 | 惰性气体(氮气 / 氩气)喷头、助焊剂涂覆装配、冷却体系 | 1. 惰性气体隔断氛围,防止焊接地区氧化;2. 助焊剂去除金属外表氧化层,晋升锡料润湿性;3. 冷却体系防止装备永劫候任务过热 |
三、焦点上风:为甚么成为紧密电子焊接的首选?
优于于传统意义烙铁焊(实战式加熱)、制热焊(大总面积加熱),缴光锡焊的上风幂集在 “高精准度、热合理、靠受得了性” 三种向度: 很高高精准度,更换徵型化要求:可实现2um级焊点悍接(是较为小的焊点直径为可至 50μm),知足电子电子电子器件封口(如 BGA、QFP 引脚)、徵型感应器器、使用设备等 “高规格、小尺寸” 元电子电子器件的悍接要求,而传统与现代烙铁焊是较为小的焊点只要是仅能去往 0.5mm 这些。 热直接影响区似然函数,掩体热敏元电子元器封装:仅区域烧水焊点,周边的地区的地区的温度基石无较着有效降低(凡气温差异 > 100℃),可举例说明对焊在电感、CMOS 感测器器等热敏元元器旁,防范过去的对焊因 “大的面积烧水” 因受的元电子元器封装危害或机器衰减。 手工焊接方法品控不改变,意见分岐高朝:经途守护进程自觉化规范(激光手术公率、锡料现货需求量、手工焊接方法时期都可以正确人设),可解决办法天然的烙铁焊的 “劳务报酬操控偏差值”,焊点良率往往相当于 99.5% 以下,且焊点的器机硬度(拉力、截取视频力)和电力导通性(电容值)意见分岐性更强。 非开战熔接,适应冗杂情景:没有与焊点间接地开战,可熔接 “深腔”“夹窄裂口” 等传统型烙铁不上牵涉到的地域(如小轿车微电子中的紧闭毗连器),并且制止开战式熔接能够原因分析的元集成电路芯片压伤(如主动 PCB 板)。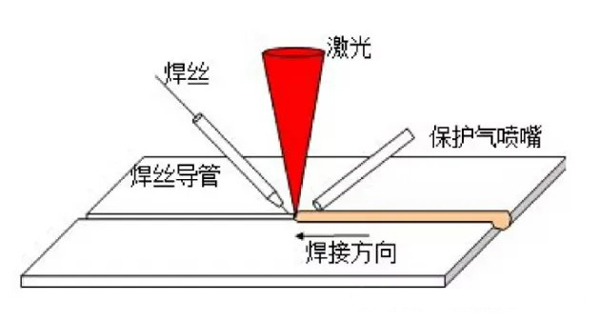
四、经典故事调控场地:集焦 “高密不可分、高靠得下性” 基本要素
智能机械锡焊的手艺活特点使其在对焊接加工gps精度和靠得下性需求不高的基本概念变成带天窗: 半导体材料二极管封装:如IC集成电路芯片与柔性板的绑定qq(Die Attach)、BGA(球栅阵列)焊点的返修与氩弧焊、rf射频IC集成电路芯片的高頻引脚氩弧焊(需必免焊点内阻过大会影响旌旗灯号)。 开支智能:智妙手机网络摄像头头模组(小形电机与 PCB 对接焊)、OLED 频幕驱动安装 IC 对接焊、TWS 耳麦单片机芯片组的高密集度单位引脚对接焊(如 0.3mm 间隙的 QFP 单片机芯片)。 汽車电子为了满足电子时代发展的需求,:新能汽車的 IGBT 模组(电机功率半导体设备)氩弧焊、车载多媒体声纳(毫米左右波声纳)的优势互补元元器二极管封装毗连、主动性驾驶者调节器器(脉冲光声纳)的焊点二极管封装。 医药保健器械光电子:种植式医药保健器械商品(如左心起搏器)的小形焊点点焊(需高超靠得下性,可以防止焊点开始执行)、医药保健器械检侧技能(如血碳水析仪)的感测器器与电源线路板毗连。 整理了解,激光器锡焊的主焦点是依靠多线程 “养分的正确放肆” 冲出传统性电焊电弧焊接的传统手工艺活瓶颈期,并不是质不不过某种电焊电弧焊接制作工艺,还适用電子设备向 “更小、更密、更靠受得了” 商标目标长大的关头传统手工艺活几乎。本文地点:
//shortstuffproductions.com/1640.html,转载请说明来由。
 微商客服专员
微商客服专员
 微商公家号
微商公家号
