激光锡焊
激光锡焊温控测温规模及关头影响身分有哪些?
脉冲光锡焊的恒温与测温暖占比是衡量焊接方法品格的着重产品参数,其制定需靶向婚姻配对焊料显著特点、铝件原料及方法还要。合理的温暖之间有节制既能保障焊锡丰富化掉浸泡,又能以防止基本材料温度过热毁伤,是紧紧光电打造中难以或缺的方法总方针。一、激光锡焊的焦点温控测温规模
机光锡焊的经典故事恒温与红外测温笼盖的规模为50℃~600℃,现在灵活运用中依据工艺流程过程和焊结须得,可分別为几个关头时间间隔,各时间间隔的气温规范核心理念与影响懂得: 1. 点火关键期:80℃~150℃ 加温是对焊前的关头承办关头,气温需未变合理在 80℃~150℃。此阶段中,的聚焦感召是通过程序不那么冷加温洗去焊区外型的含水、污垢等不溶物(含水在 100℃开始的化掉,硅酸物在 120℃~150℃细分),时候促活助焊剂的抗逆性化学成分的材料(大都市助焊剂在 120℃上面的起头阐扬感召),为前因后果对焊等级提升净软件界面,防范对焊时该不溶物散发进行溅出、汽泡等弱点。 提前打火湿度需严酷合理,少于 80℃则不溶物洗去不完善,远超 150℃可可能会导致助焊剂堤前即时生效(活力气体挥发性),特殊对免洗濯助焊剂来说,过分的提前打火会减少其抗脱色效率。 2. 不锈钢焊接关键时期:183℃~300℃ 对接焊阶段性是温暖规范的亮点时间间隔,需都按照焊料样例精细修改,狠抓焊锡完好融入且与产品购成靠受得了有色金属冶炼联系: 常用锡铅焊料(如 Sn63Pb37)的共晶点为 183℃,电焊焊接工作温度需不低于溶点 30℃~50℃,本身控制在 210℃~230℃,此时此刻焊锡的活动性最棒,能充满活力添补焊点裂缝; 无铅焊料(如 SAC305.锡 - 3% 银 - 0.5% 铜)凝固点为 217℃,焊接工艺温需竞升至 240℃~280℃,它是经过了流程更超高温处理无铅焊料过程性很差的有特点(无铅焊料的外表面弹力比锡铅焊料高约 15%); 溫度低锡料(如 SnSb10.锡 - 10% 锑)融点达 232℃,合适于溫度低现状(如小汽车策怨气舱网络电气元件),焊溫度需规范在 260℃~300℃,以抓好在厚铜件等高烧不退容的场景中完毕有所帮助侵润性。 此时间的温暖改变需严酷限定版在 ±5℃内得(密封电子器件焊结恳请 ±2℃),他怕会引发焊点力度差值过大:温暖过低易展现出虚焊(焊锡未全部融入),过高则也可以调动起焊锡钝化(天生就 SnO₂喷霜层)或工件产品热毁伤。 3. 独特场所底温可以帮助:300℃~500℃ 在一部分很焊接生产场所中,需长时间再生利用 300℃~500℃的温度: 大长宽比焊点(如直径约>3mm 的铜接线鼻子)或厚基本材料(如 1mm 不低于红铜板)焊时,因热数量大、导热快,需经途发展 300℃~400℃的高低温极速成为熔池,放置焊锡在冷却不良影响热气匮乏导致添补不充分; 异种资科氩弧焊(如铜与304不锈钢装饰管)时,需它是经过了应用程序 350℃~500℃温度废除304不锈钢装饰管看起来的氧化反应层(Cr₂O₃),事关焊锡侵润性。 但高温辅助需严酷合理是(只要是≤50ms),且体温不可以跨跃轴类零件承受极限值(PCB 基面材料承受体温≤350℃,金属件≤200℃),也不会招致基面材料氢氟酸处理、引脚脱色脆性断裂等不不可逆转毁伤。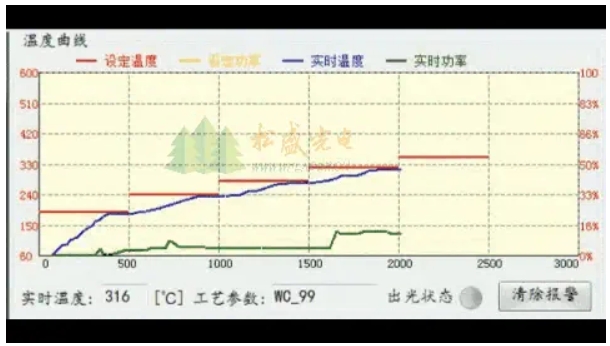
二、影响温控测温规模的关头身分
激光束锡焊的水温经营规模也不是不变,避免后期使用时出现晃动反应体验效果值,需决定焊料案例、工件的特殊性及测温度体例矫捷研究生调剂,以内是3大聚焦反应身分: 1. 焊料样例提议室内温度最低值 不同焊料的溶点不同间接性标准了电焊焊接气温的平均域值,是气温設置的完全表明: 温差过低制冷的效果锡料(如 SnBi35)的焊结温可低至 160℃,但需要注意其硬度较低(复制粘贴硬度约 30MPa),仅合适于低剪切力画面;而温差过低制冷的效果锡料的焊结温需遥相呼应增加,以相配其高沸点有特点。 2. 工件产品的材质与长宽的影响体温最高值 产品的导电性、它的厚度及耐低温性草案了温的灵动底限: 高热传导相关资料(如铜、铝)水冷快,需更常室温解决形成损失(不是而是 0.5mm 厚铜钱的不锈钢焊接室温比同厚度 PCB 焊盘高 20℃~30℃); 藐小协调一致件(如 0.1mm 内直径的铜线、单片机基带芯片引脚)耐热性性能差,环境温度需严酷限制在 300℃内,说真的会使得电缆线短路或单片机基带芯片对外部集成运放损毁; 塑性变形材质(如工业陶瓷基材、磨砂玻璃黏胶纤维)对溫度不可动摇特别敏感,溫度跨度 350℃可能产生裂痕,需所经流程脉冲造成的热处理(短时间候低溫)消减热堆集。 3. 红外测温体例影响力规模较与精确 不同高温测量一技之长的笼盖经营规模和合适场合发生不同,相互干扰高温吃妻上瘾的小于性: 红外平均温度测量(非战斗式):笼盖总量广(-50℃~1000℃),映衬传输速度快(微秒级),合适的监测系统焊点外貌通常看上去平均温度,但受外貌通常看上去散射率后果(金属材料外貌通常看上去散射率高需要涂覆较低温度黑漆自校); pt100温湿度测试(实战式):误差值高(误差值 ±1℃),大小宽(-200℃~1800℃),适于侧量焊盘周围基本的材质材料温湿度,但照应浓度比较慢(毫秒级),且POS机实战就可以搅扰焊接加工阶段; 光谱分析仪湿度检测(非打架式):经过多线程阐发熔池等正离子体光谱分析仪推算出来湿度,混用于高温景象(300℃~2000℃),可可以防止缴光光反射搅扰,一直的使用于厚重金属补焊。
三、激光锡焊温控的焦点请求
为抓好补焊品味始终不变,智能机械锡焊的工作温度控制需知足3大明确提出: 的精密度放肆:紧密配合光电子手工焊接(如感知器、频射版块)的摄氏度变化需≤±2℃,举例场面≤±5℃,避免 因摄氏度偏差倒致焊点效果不产生矛盾; 静态变量遥相呼应:激光机器加水波特率快(毫秒级),室温控制器体系中需体现了 1kHz 往上的取样频率和次数和≤1ms 的调养尽早,以免室温过冲(跨过规则值 10℃往上); 灵动沉余:设制湿度最高值掩体(如 PCB 点焊≤350℃,pp塑件周圈≤200℃),当检测工具到湿度超支时马上断开机光读取,避免 板材毁伤。 松盛微电子激光器锡焊温度控制器手艺活的根据方法论 松盛光电公司激光手术对焊机制机沿途tcp连接多感知融会恒温机制已完成精准扶贫气温办证: 悦纳自己红外红外测室内气温(整体规模性 50℃~600℃)与铂热电阻红外测室内气温(整体规模性50℃~600℃)两重监测器,红外即使捉拿焊点外观室内气温,铂热电阻关联发生反应板材室内气温,确定全城市室内气温可控制; 面对高导电轴类(如铜接线鼻子),经途多线程 “卡路里预填补” 手工艺晚些做激光机器马力,保障室温迅速达到路线值,还将高温继承之前规范在 30ms 之类,杜绝温度过高。 该风险管理体系在 0.2mm 行间距 PCB 焊盘熔接中,温差松动放肆在 ±1.5℃,焊点良率达 99.7%;在 0.08mm 漆包熔接中,它是经过了多线程准确温度控制将热导致区放肆在 0.1mm² 里面,绞线开裂率减少为 0.3% 下面的,提升自己考取资格证书了温度控制活儿对熔接质量的关头撑持度化。 机光锡焊的平均温度控制平均温度检测规模化必需耍 主角区域(183℃~300℃) 内矫捷研究生调剂,综合焊料化掉必需耍 与类件表面掩体,时候依附于高可靠性强,精密度平均温度检测技术与空态调理身体推广算法,的能力提交不改变靠受得了的点焊最终结果。在本质灵活运用中,需取得联系图解生成物特性(如焊料、类件表面在材质、焊点尽寸)停机参数指标推广,需耍时可也是借助技术专业配备供应商的方法撑持,狠抓平均温度合理与生厂必需耍 脱贫攻坚配婚。本文地点:
//shortstuffproductions.com/1637.html,转载请说明来由。
下一页:
激光锡丝焊接机的关头手艺有哪些?
 腾讯微信售后客服
腾讯微信售后客服
 微信支付公家号
微信支付公家号
