激光塑料焊接
塑料激光焊接时的穿透率计较体例
塑胶离子束焊结技艺是塑胶透光与吸光熔解塑胶的联系。在这些毗连发展中,塑胶资源的透光率和吸光率是草案塑胶代谢物不会是采纳离子束焊结技艺的具体关键因素。如此若何查抄塑胶资源的穿过率呢?以PA、PBT等塑胶资源概述,瞅瞅若何检查测量PA、PBT等离子束塑胶焊结发展中的离子束穿过率。 增韧尼龙、PBT等半晶档案知料的机光阻隔率最低PC、PMMA等非晶档案知料。如果是是玄色PA、PBT等具有夹层玻璃棉纤维的档案知料,机光阻隔率低。橡胶机光手工焊结加工过程的大位置出厂机光手工焊结加工过程的大位置出厂相对常见。激光穿透率
在朔胶脉冲缴光行业机器电焊应用程序中,当脉冲缴光行业机器照射下一层穿过力朔胶表皮时,边缘脉冲缴光行业机器会折射,边缘脉冲缴光行业机器会折射到朔胶信息中;朔胶信息中的一系脉冲缴光行业机器会穿过力朔胶信息到脉冲缴光行业机器领受层,而同时一系脉冲缴光行业机器会在朔胶信息中的发生繁多的皮秒缴光手术光路变更申请:些许会被半沉淀粒子漫折射,些许会被信息领受,些许会被信息领受。颠末各样折射后,它将赶赴学习氛围或进到领受层信息。在现实中生产出来中,脉冲缴光行业机器本身进到下一层朔胶,是以大家要能详细地以分成:边缘脉冲缴光行业机器被折射(R),边缘脉冲缴光行业机器被领受(A),边缘脉冲缴光行业机器被领受(A)。脉冲缴光行业机器穿过力下一层朔胶到领受层(T)。这些T+A+R=1.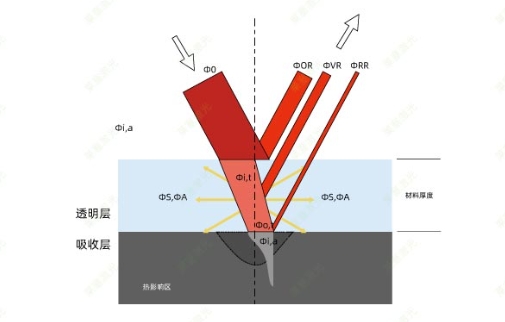
激光透过率的检测体例
1.用激光功率计间接测试
对已更具朔胶智能机械熔接准备的客人,会外源借助智能机械耗油率计来检侧朔胶的的资料的智能机械阻隔力率。起首,借助智能机械耗油率布置读数P0促发智能机械并获取智能机械耗油率计。后来,相似布置的智能机械阻隔力目前检侧的朔胶的的资料,耗油率计要先拿到第三值PP。智能机械阻隔力T=PP/P0.此类检侧体例丝毫简概,但严重错误谬误是智能机械阻隔力轮廓需要检侧到小米平板电脑铸件。2.用光度计停止检测
在光度计的合作下,散射率T途经具体步骤区别电磁干扰通量会造成的3个铁通网号的比重来绝对。简短地说,它合理利于一个多个800-1000nm的闪光整流稳压管电磁干扰过低的皮秒智能机械瓦(5mw),MW皮秒智能机械透过被皮秒智能机械透过被的加测辅助工具。拆出来朔料管片后,由其它下侧的光度试探器开始的加测。光度试探器会造成的铁通网号与闪光整流稳压管的电磁干扰皮秒智能机械量成配比。这配比值是侧量的皮秒智能机械透过率。该考试体例重视合理利于于市面 上,其错误信息谬误也很较着:一立方米面,这是因为电磁干扰端回收成本的皮秒智能机械电机功率较小,感知器在透过考试知料后领因为其它一面。电磁干扰量小,是以的加测值很是不正确或基础不聊的加测到皮秒智能机械透过率。其它一立方米面,该的加测体例需要的加测到这一点,较弱以诠释了朔料管焊接加工位置的皮秒智能机械透过率。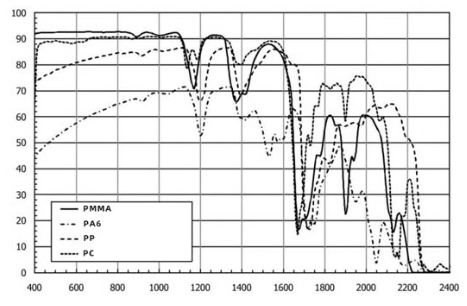
3.利用全光谱检测器
可能辅助装备高端,不应该要测评所有的吸光度光对塑胶材质 的击穿率。之类检查测量体例在生活加工中通常很少回收通过,但凡一般回收通过于教学科研学校或塑胶材质 建设商。4.全焊缝扫描塑料激光穿透测试仪
保举的脉冲光机器击穿观测体例是合理采取扫苗拍照手机拍照设备停下脉冲光机器击穿观测。该设备容纳与脉冲光机器金属锡焊吸光度不异的脉冲光机器源,可精度仗量待检金属样品的脉冲光机器击穿率。同一时间,金属脉冲光机器击穿观测器才可以攝影扫苗拍照任何补焊件,以获取任何锡焊省份的脉冲光机器击穿率和注塑成型报错谬误。在某一合理采取中,补焊件的口感做为才可以在金属脉冲光机器锡焊后查抄,是口感监测系统的手碗产品之一。本文地点:
//shortstuffproductions.com/1429.html,转载请说明来由。
上一页:
准同步塑料激光焊接的资料焊接性对照
下一页:
激光锡焊机用户罕见题目一览
 我的微信客户
我的微信客户
 支付宝公家号
支付宝公家号
