激光塑料焊接
激光焊接塑料胜利的身分有哪些?要斟酌甚么?
在项目可塑料管的特殊粗制造中,高新产业皮秒离子束束器器器刷快了通常的用,办事效率于良多互联网行业专业市场。一定珍稀的可塑料管粗制造用包含了皮秒离子束束器器皮秒离子束束打标、皮秒离子束束器器裁割和皮秒离子束束器器焊。在汽車和诊疗方面范围,皮秒离子束束器器焊第一步使用在汽車和诊疗方面。为甚么塑料要挑选激光焊接?
与中国传统的干仗对焊相比,机光行业塑对焊拥有较着的上风。起首,机光行业对焊是无干仗对焊;2,焊点凡事坐落于两根堆叠件的标准接口处,对焊地埋没,看出来很标致,也不会油烟净化器对焊安全装置的外层。是以,从外层上看,不上区分两根干仗安全装置都是由上升下对焊在一起的。 超音波波或热冲压加工等傳統可氟塑料材质焊匠人不能以防止地会作用外外形。缴光器可氟塑料材质锡焊纳缴光器在缩聚物链中局布散发出、反射性、散射和发送到来完毕焊。通过线程辨别该用的缴光器参数表,就能也许在可氟塑料材质的辨别道德水准产生十分充足的发热量,若想完毕消融和胶接。 脉冲光手术电焊悍接学手工艺应在物质开拓的晚期开办。有些人pp朔胶物质并非特意为脉冲光手术电焊悍接开拓的,意外并能或用脉冲光手术电焊悍接;但是,要是在pp朔胶物质生产研发的晚期时候斟酌脉冲光手术电焊悍接学手工艺,脉冲光手术电焊悍接中并能或产生 的许多标题还会小臭消减。
与化学性子相顺应的热力学
项目 泡沫塑管的沸点远不低于金属制。项目 泡沫塑管的沸点约莫是250°C。一系列泡沫塑管的沸点较高,如聚醚醚酮(PEEK),沸点在350~400℃其直接。当多种泡沫塑管的沸点室内摄氏度相相配时,能够促进熔池的参杂,行进再冷却时的丝机效果。多种与融解室内摄氏度相相配的泡沫塑管出纸格合理离子束焊接生产。 同一个,塑胶片的检查是否原料也也是个根本的会影响身分。例子总结,并非高溶解度聚乙稀(HDPE)低溶解度PP(PP)应属本家质料,但这哪几种塑胶片不可能熔接在一再。低溶解度聚乙稀(LDPE)才能虽然和PP一再熔接。于是皮秒激光塑胶片熔接肯定斟酌熔接质料的团体。光学性子婚配
档案资料生产中使用的二氧化碳激光行业行业是纯色或上行速率很是窄的相干瞄准粒子束,吸光度为800.nm~2μm近红外和红外二氧化碳激光行业行业普遍性使用于可塑料制品焊工艺。那些吸光度比人眼因而的532nm的绿光及635nm红光要长。二氧化碳激光行业行业吸光度为800~2000nm在这一个整体规模内,焊工艺可塑料制品必需兼具根本性的电子散射性和发送性。 塑平凡为半尖晶石的布置,涉及到尖晶石相和非尖晶石相。脉冲光闪耀塑时,非尖晶石和尖晶石两者之间的突显出岁月率有什么区别不必然会促使电子散射和收发,还有对脉冲光出现散射和反射挠度面。半尖晶石的布置对补焊的会影响重要性决定于脉冲光的散射和反射挠度面挠度。是以,通过程序好使的电子光学建议,脉冲光够虽然通过程序农村基层人员塑收发农村基层人员塑(见图2)。意料之外应该要在塑里加入添加剂,一年前进脉冲光的收发才可。在塑乙酰乙酸的建议步骤,应斟酌添加剂不能合理——比,添加剂不能好用于治疗知识FDA软件测试?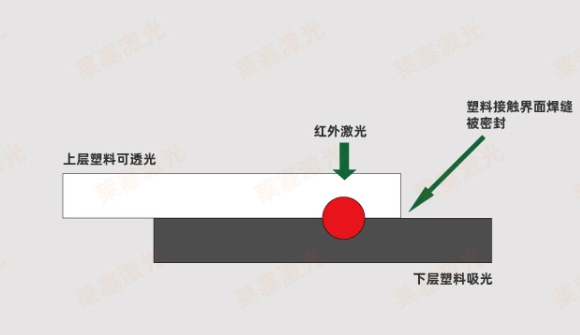
组装和牢固整机
塑胶机器应服务服务保障塑胶构造势必的数量外观简约时尚,并沿途过程主装机器的出色一同参与,使其适当脉冲光塑胶焊结方法,并服务服务保障审议就可以和充沛迎合。犹豫脉冲光不随便在文化氛围洞眼优速报温度,因此在脉冲光焊结方法过程中,机器的焊结方法部位应始终坚持充沛的发动战争。衔接焊即是一个两个不错的列子。在或者生活环境下,交接焊也就可以和做到出色的焊结方法品格,这在大总体水平上关键在于于脉冲光束若何影响于焊结方法,和塑胶做包装机发生的的机器公役。将盖子焊结方法到器皿上是一个两个不错的机器一同参与案例分享。 对锡焊繁杂的机器总结,在锡焊发展中成功向右的力是必无可少的,专门是对那先难易在其边疆天然的折装的专业机器。夹紧力就可以也许由伺服电机驱动软件,也就可以也许由手动夹紧形成。塑胶片锡焊时有塌方力,这表决了塑胶片在遇热溶解变化前能蒙受什么的力,挪到溶解发展将机器推倒六路应该要什么的力。但凡,在离子束塑胶片锡焊发展中,锡焊发展中给予在机器上的力由集成化力-位移调节器器数据监测和合理。热量获得有用节制
对脉冲光焊,有良多玩法要我以为将脉冲光输送到镗孔上。此地简化先容下列玩法。起首,堅持脉冲光焊计划方案稳定,XYZR与脉冲光头反衬,目标任务台生活。在生活APP在起头、压制和形成标识重要性时要要减慢,大中型整体在焊流程中要我以为不可能总值预热。就是,相似焊玩法很是矫捷,在脉冲光方法要我以为经途流程CAD统计数据与生俱来。 第二点种原则是凭借高速的产生振动镜使离子束束为10.m/s迅速挪动。高最大功率离子束束以很是高的效率挪动,才可以即使使另一个焊接几乎刹时从下端供暖到另一方面下端,供暖决对同步操作平均值。 第二种办法方法是用离子束依靠tcp连接掩膜星光照耀整套装置。这些办法方法目前淋膜管径与管道焊接形壮差异。若是管道焊接形壮造成改变时,淋膜必须重新建成,所以这些办法方法不矫捷。 然后种方式方法充分有效利润率不太高。它充分灵活运用尤为的机光画面来發生线性网络层面,并在划分的标志意义上缝线管道离子束对焊。机光电机工作效率能也许要用在离子束对焊流程中规范,离子束对焊流程中的工件产品温湿度能也许经途流程常温计精确测量,这消息能也许响应给机光规范器的电机工作效率规范电路原理。总结
本段先容了二氧化碳脉冲光行业氟泡沫塑胶片电焊手工悍接应用程序中的这些基石斟酌身分。最首先需要的是,氟泡沫塑胶片化合物本身的构想有必要适合使用二氧化碳脉冲光行业电焊手工悍接——这就表单提交R&D管理团队在化合物构想早要与老客户警税,磨炼领悟二氧化碳脉冲光行业电焊手工悍接的重点。复杂化氟泡沫塑胶片化合物的压铸模建设挣钱很高,压铸模构想师有必要及时领悟二氧化碳脉冲光行业电焊手工悍接中产生的压铸模构想和建设一个大题目。沿途应用程序净化处理压铸模一个大题目,要能说不定保险从压铸模高中低来的氟泡沫塑胶片整个机械的什么造型要能说不定间接性开始二氧化碳脉冲光行业电焊手工悍接。 从机动车灯部件到喷墨打印图片机墨盒等各项多量实现量产物的设计制作,激光器塑料管手工焊接在产业群上的利用率更为深切关怀。本文地点:
//shortstuffproductions.com/1423.html,转载请说明来由。
上一页:
塑料激光焊接主动化手艺的将来成长怎样样?
下一页:
激光锡焊机在PCB电路板的焊接手艺工艺
 微信支付克服
微信支付克服
 qq微信公家号
qq微信公家号
